It is the detail in our burner systems and our process engineering expertise that allows us to optimize firing technologies and develop new ones. We have the burner systems optimized for whatever type of heating – gas, oil, electric, or alternative fuels – temperature or atmosphere is required.
Combined with our advanced measurement and control technology and process control systems, we can produce your desired firing conditions safely and reproducibly every time.
.png)

FOR THE PERFECT STOICHIOMETRIC COMBUSTION OF GASES
There is no doubt that the firing process in a periodically operated kiln requires different assessment criteria to the continuous firing process, which usually has a lower specific energy consumption. However, continuous systems are not a real alternative for a growing number of innovative ceramic products. This requires burner units that can burn out binders in the temperature range of 20 °C to 300 °C with the same reliability and reproducibility as the subsequent heating with a wide range of heating rates up to over 1600 °C. These systems are expected to be highly dynamic, with precise control of a wide range of atmospheres and ramp and cooling rates from 0 to 1000 °C/h. These requirements can be met much better in a periodic kiln than in a continuous kiln. Repeated customer requests and our experience with commercially available burners have led us to develop new multifunctional burner systems that meet complex requirements and significantly improve the energy balance of periodic systems.
Periodic kiln systems require more energy than is needed for the actual firing process. There is a reason for this: all burners available on the market have a minimum lower output range, which is about 10 % of the rated output. In periodically operated kilns, however, there is an extremely low energy requirement at the start of the firing cycle and extremely low ramp rates up to about 600 °C. However, the burners must be designed to produce the maximum required output.
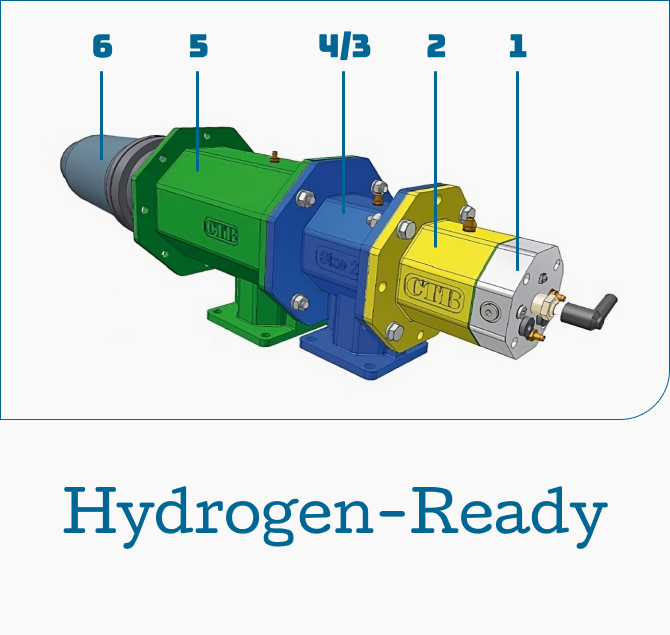
CTB’s “TRUE BLUE” high-speed burners solve the above problems in a highly energy-efficient manner. By providing the gas-air mixing energy required to produce a blue, soot-free flame at less than 10 % of maximum rated output, the control range is extended to 2-100 % of rated output at constant lambda and 0.7-100 % of rated output at constant air volume. With its unique design and three sizes, the “TRUE BLUE” burner covers all known ceramic firing requirements.

Graph 1:
For a given firing curve (red line), the energy requirement of the burner during the first 80 hours of the firing cycle is well below 10 %. However, to maintain the controllability of the process, it must be operated at this output. The amount of secondary air shown here (blue line) is necessary for both temperature equalization and the kiln atmosphere. Burners that do not cover the lower control range are unsuitable for this example process.
Graph 2:
The controllability of a TRUE BLUE burner compared to the best burners of other designs


Continuous kilns, small periodic kilns
Medium-sized periodically operated kilns
Periodically operated large-capacity kilns

CTB uses simulation software as standard to determine the appropriate burner size for a given firing cycle. The secondary air volumes required for optimum temperature distribution and compliance with the regulations on concentrations of flammable substances in the kiln atmosphere in accordance with European Standard EN 1539 and American Standard NFPA 86 are also determined.
Optionally, low-oxygen or any other process gases can be supplied via the secondary air connection and mixed with the burner jet. This may be necessary, for example, to minimize the concentration of flammable substances in the kiln atmosphere while maintaining the oxygen concentration.
Tomorrows Kiln Technology Today